1 引言
在轴承生产装配过程中,由于各种不确定因素,轴承可能会存在滚珠缺少、表面划痕、表面凹坑、表面锈蚀、铆钉不合格等缺陷,轻者会影响轴承的使用性能,重者会使得轴承报废,影响设备的正常运行,给日常生产带来安全隐患;所以,轴承产品在出厂前,必须经过严格的检测,以确保轴承产品合格。
目前,在机器视觉技术的发展方面国内外差距较大。国外的机器视觉技术已基本完成高精度、大面积快速检测的工业化转化,而国内的机器视觉技术还局限于小区域车辆、人口密度的检测控制,以及小型产品制造和装配过程中的检测分选。检测系统的搭建和核心算法的编写是机器视觉技术成功应用的关键。然而,国外在这2个方面对我国实行严密的技术封锁,因此当下国内机器视觉发展受阻。
现在,轴承质量监控方面的研究发展较快,如:Rai等提出了基于人工智能等技术的多种用于滚动轴承缺陷检测的信号处理方法;Klein等通过对基线、距离时频重新分配(TFR)、脊线检测和选择匹配脊4个阶段的分析实现轴承检测;Cha等运用Hough变换和支持向量机实现轴承上滚动螺栓的检测;Shen等发现了轴承密封件变形缺陷投影分布的常见规律,并设计了一种基于规则的简单而有效的检测算法。在轴承在线装配和检测方面,很多学者也做出了杰出的实验成果:Feng等通过包络谱计算识别不通轴承缺陷的特征频率;刘明周等应用Petri网模型构建了面向机械产品装配作业过程的视觉集成。
本文采用机器视觉系统对深沟球轴承滚珠缺失现象进行检测,采用MATLAB程序驱动ACT Manta工业相机对被检测轴承实现单帧和多帧图像采集,并对采集到的轴承图像进行处理,从而实现对深沟球轴承滚珠遗漏的检测。该方法有望用用于深沟球轴承缺陷的实时在线检测中。
2 实验部分
2.1 图像采集系统
图一所示为本文设计的图像采集系统,其中最主要的2个部分是相机和光源。
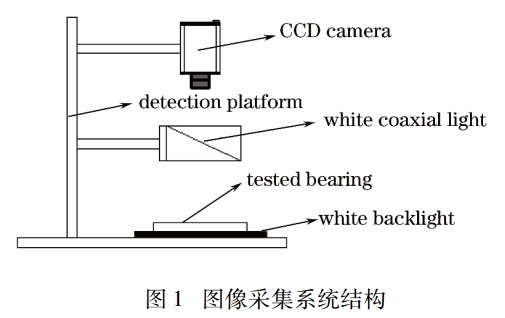
选定德国AVT Manta系列工业相机中的Allied Vision Manta G125 1/3 Monochrome CCD Camera用于实验,其分辨率可以达到1292 pixel*964 pixel,可完全满足实验需求,且价格实惠。
2.2 光源布置
光源的选取对轴承缺陷检测的影响很大,若是照明达不到一定的要求,即使再好的相机也无法采集到理想的图像,而一旦采集到的图像存在问题,那么运用再先进的算法也无法得到想要的结果。本文的检测对象是轴承,为金属器件,所以优先考虑对金属器件检测能达到较好照明效果的白色同轴光源。为了形成一定的实验对比,进一步优化实验效果,同时考虑到要对轴承的轮廓进行提取,因此选购了白色背光光源。
本文在实验初期设计了3种照明方案用于轴承图像的采集:方案1,采用同轴光源作为图像采集光源;方案2,采用背光光源作为图像采集光源;方案3,采用同轴光源和背光光源组合而成的照明系统作为图像采集光源。
2.3 照明方案确定
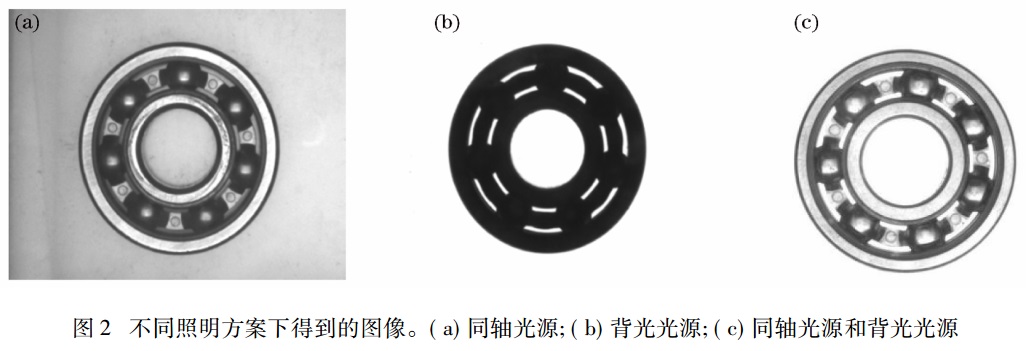
3种照明方案的实验结果如图2所示。图2(a)为利用照明方案1得到的图像,虽然反光少,但是图像比较灰暗,轮廓不够清晰,轴承和背景的区分度不够明显;图2(b)为利用照明方案2得到的图像,轮廓清晰,但细节完全丢失;图2(c)为利用照明方案3得到的图像,轴承与背景的区分度明显,在显示出轴承细节部分的同时,能够很清晰地显现出轴承轮廓。最终,本文选自照明方案3.
3 结果与分析
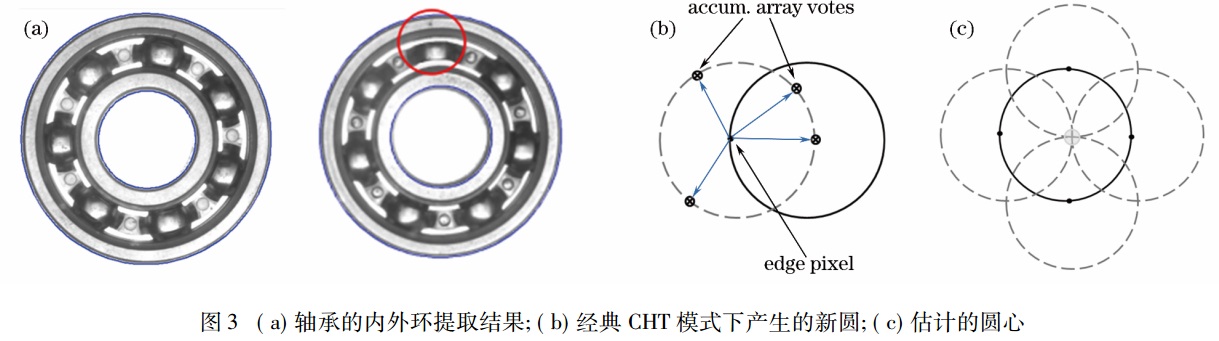
确定光源方案之后,设计图像采集界面,实现相机驱动、图像参数设置和图像显示与保存等,控制相机对轴承图像进行多次采集,便于后续图像处理。完好的轴承有7颗滚珠,遗漏1颗滚珠的轴承只有6颗滚珠,采集到的图像如图3(a)所示。
3.1 轴承的内外环提取
采集到的轴承图像经中值滤波,对其采用圆形Hough变换(CHT)来确定轴承的内外环。当内外环确定之后,被检测轴承也就相当于被定位了。轴承的内外环提取如图3(a)所示。
CHT是一种特别的算法,它的作用是寻找图像中存在的圆,该算法的优点在于,外界大部分对图像处理存在干扰的因素,比如光照、噪声等,很难对它检测结果的稳定性和精确性产生较大影响。CHT的实现步骤为:1)累加器数组计算;2)中心点估计;3)最终所得圆半径的估计。
图3(b)所示为一个在实际圆(实心圆圈)上的候选像素,及其经过经典CHT投票模式在其周围投票产生的新圆(虚线圆圈)。候选像素的投票结果是单个圆,它们的共同交点趋向于累加器数组对应的圆心;因此,通过检测累加器数组的峰值即可以估算出圆心。图3(c)显示了估计出的中心点,即检测出的圆心。用同一个累加器数组检测多个半径值,一般采用经典CHT算法完成。通过该检测算法发现,圆的半径估计必须作为一个单独的步骤来进行。
3.2 轴承图像分割
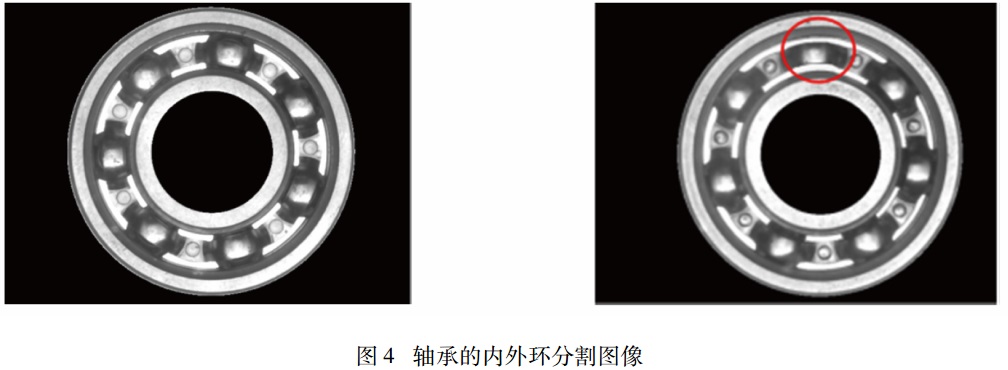
为了便于后续图像处理,将被定位的轴承从背景图像中分割出来,以排除背景对图像处理的不良影响。轴承内外环图像的分割如图4所示。
3.3 轴承图像展开
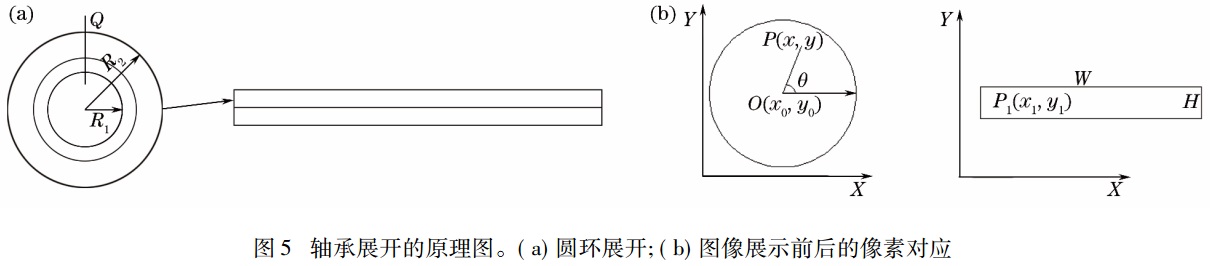
图像归一化是对图像进行一系列标准的处理,使之变换为具有固定标准形式的过程,该具有固定标准形式的图像被称作归一化图像。极坐标归一化原理如图5(a)所示,沿Q的方向对内外环之间的圆周进行展开(Q由沿圆环半径方向上的一条射线与圆环的内外环交点的连线所确定),使其变成一条直线。以其作为参照,对内外半径之间的圆环进行展开操作,得到矩形图。取参照圆中的一点P(x,y),R1为内圆半径,R2为外圆半径,圆的半径R=(R1+R2)/2,O(x0,y0)为所取参照圆的圆心。展开之后图像的规格为W*H,其中H是矩形展开图的高度R2-R1,W为矩形展开图的宽度π(R1+R2)。图像展开前后的像素对应关系如图5(b)所示,点P(x,y)对应到展开图像中的点为P1(x1,y1),展开图像和原图像中点P对应的点P1的坐标值为
x1=x0+sin(A*△W+D+π/2)*(R1+△H)——(1)
y1=y0+cos(A*△W+D+π/2)*(R1+△H)——(2)
式中A=arctan(s/R);R为参照圆半径;s为图像展开精度,设为1.0;D表示Q方向;△W为宽度增量;△H为高度增量。
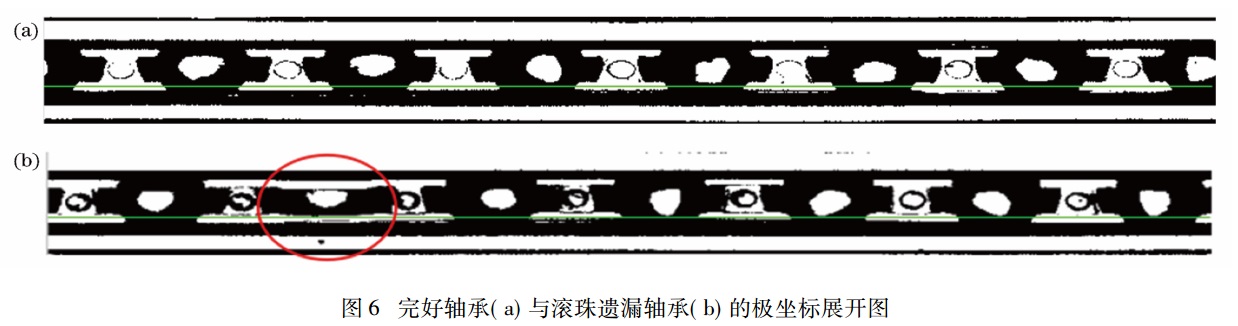
本文将采集到的圆环状的轴承图像利用极坐标方式归一化为矩形的轴承图像,这样既去掉了圆环内外不需要的像素,压缩图像的大小,又便于后续对轴承中的各类缺陷,如滚珠的遗漏、表面存在的铁锈、表面的划痕、铆钉的不合格等,进行识别和特征值提取。图6(a)、(b)分别为完好轴承与滚珠遗漏轴承的极坐标展开图。
3.4 轴承滚珠遗漏检测
轴承归一化后相当于一个数据矩阵,图像中的每个像素包含着3个数据,分别为该点的x轴、y轴坐标,以及灰度数值。检测轴承滚珠遗漏的方法是:提取矩阵中某行的数据,然后对其包含的灰度数值进行比较,得出该被检测轴承是否为有滚珠遗漏的残次品。为了检测过程更加快捷,检测结果更加明显,在对采集到的轴承进行检测前,先对归一化的图像进行二值化处理,二值化的阈值选用系统提供的最佳值。图7(a)、(b)分别为完好轴承与滚珠遗漏轴承的数据提取结果。
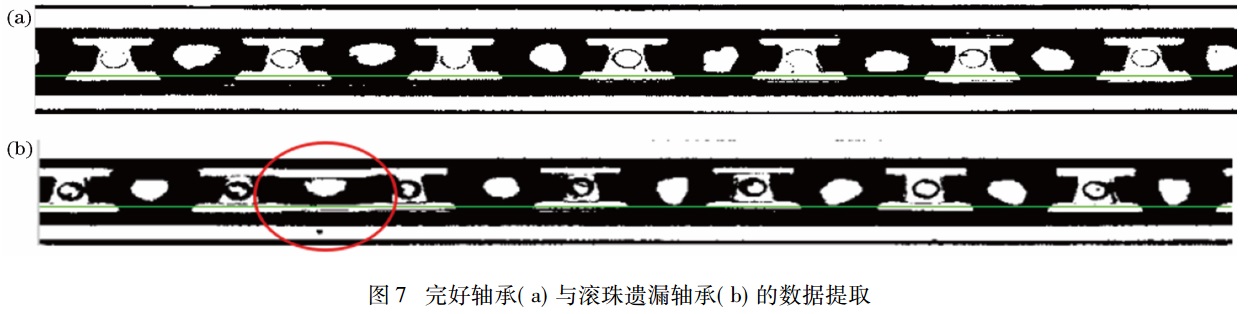
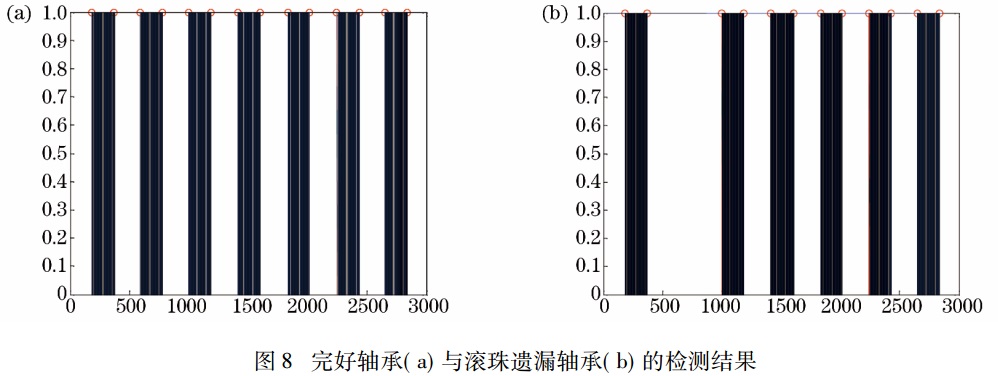
图8(a)为完好轴承的检测结果,获取的数据有7个柱状图,表明被检测轴承拥有7颗滚珠,为完好轴承。图8(b)为滚珠遗漏轴承的检测结果,获取的数据只有6个柱状图,表明被检测轴承只拥有6颗滚珠,最终判别为滚珠遗漏轴承,为残次品,应被剔除。根据实验结果可知,该方法对80个完好轴承的识别率为92.5%,对60个滚珠遗漏轴承的识别率为93.3%。
4 结论
运用图像处理的基本原理,从深沟球轴承的特点出发,选择相应的相机和光源搭建检测平台展开实验。通过检测平台获得清晰易处理的轴承图像,利用图像处理技术,实现对轴承的预处理和特征数据的提取,最终实现轴承是否存在滚珠遗漏缺陷的判别。结果显示,该方法对完好轴承的识别率为92.5%,对滚珠遗漏轴承的识别率为93.3%,表明该方法可以稳定地检测出目标轴承是否存在滚珠遗漏,并且能实现对滚珠遗漏轴承的剔除。为了使该方法能应用于工业化生产,本文方法在特征信息提取方面仍有待于提高。
——本文摘自《激光与光电子学进展》(2018),本网站在于信息的传递,若涉及隐私与版权,请及时联系。